The purpose of this post is to highlight some of the insights into the selection and capabilities of Bubble-Point Test Systems and is not intended to cover testing physics, analysis of test data, or correlation / determination of element pore sizes behind the testing itself. An in-depth discussion for this expanded data can be found in standards such as the ARP901-B Aerospace Recommended Practice / Bubble-Point Test Method available from SAE International publications.
What is a Bubble-Point Test System?
The short answer is:
“A bubble-point test stand is used to determine the largest pore size, or hole, of a filtering media”
The basic test stand is composed a frame assembly, test fluid reservoir, gas control components, some form of measurement, and provisions for the test media mounting.
The test fluid reservoir is an open top sink which holds the fluid that the media will be submerged into for testing and its sizing must allow for the media to be completely submerged and rotated during testing. The actual test fluid is driven by the type of product, the end fluid being used, and the test specification’s requirements, if any, that the test must comply. This can range from water, Isopropyl Alcohol, Ethyl Alcohol (Ethanol), aviation fuel (JP-5), hydraulic fluid, PAO fluids, to cleaning solvents. The reservoir can be open topped, but care should be taken to reduce the possibilities of contamination and the release of possibly explosive vapor when using volatile fluids.
The system includes a control circuit for clean compressed air or nitrogen to be used to pressurize the media. As the test pressures are low, generally below 29” of water column or less than 1PSI, the control components must be precision products. This control can be either manually operated, the operator using a knob to increase pressure, or electrically operated with a controllable rate of pressure increase. Again, the control components must be selected to suit the fluid’s vapor volatility up to and including an explosion rated system.
The method of measurement comes in many forms from a simple manometer, precision pressure gage, or precision pressure transducer. Any selection must be made with the consideration of the system’s overall accuracy requirements.
The method of mounting of the test article mainly is dependent on the configuration of the media. Anything from a hose connection to a clamping fixture can be used and can be either manually or automatically operated.
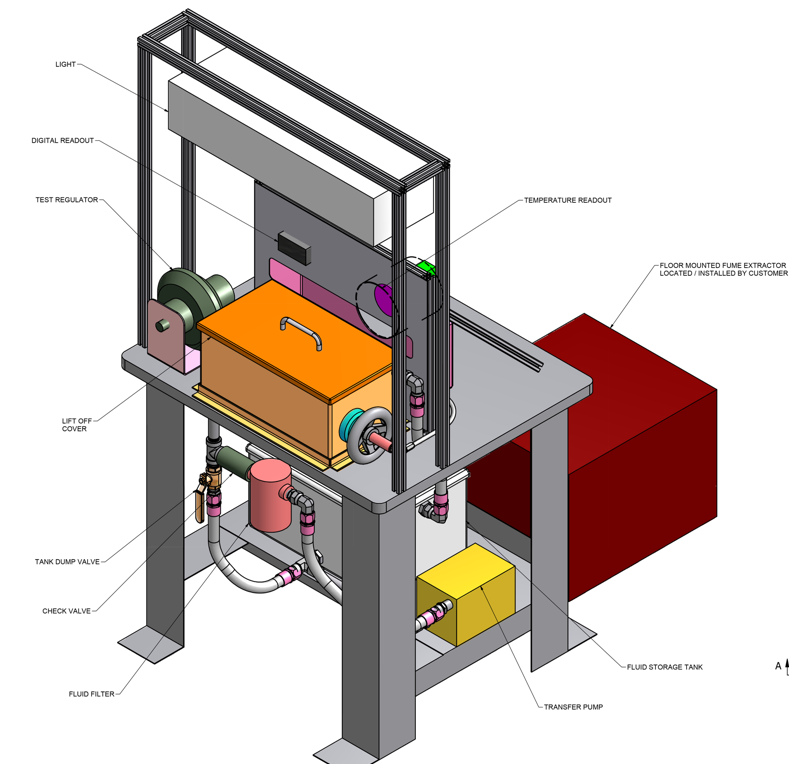
Figure 1: A Basic Semi-Automatically Operated Bubble-Point Test Stand
Types of Test Stand Control
Test stand control can be separated into three basic categories; manually operated, Programmable logic controlled (PLC), and real-time personal computer (PC) controlled systems. The selection of the control level solely depends upon amount of operator interaction desired and the test system accuracy requirements. While system operation can overlap from one level to the other, a general description of each can be described as:
A manually operated system generally requires the operator to mount the media, to the test connection, through the use of a hose or fixture and the media is then submerged into the test fluid. The operator slowly turns up the test pressure, through the use of a manually operated pressure regulator, while rotating or moving the media. The pressure is increased until the first bubble becomes present and the test is halted. The operator now reads the indicated pressure and records the result. System accuracy is fully dependent on the operator’s rate of pressure increase and reading of the pressure display.
A PLC-based system can provide automatic clamping, submersion, and rotation to the test procedure. The test pressure can also be swept or stepped upwards until the first bubble is present at which time the operator presses an end test pushbutton. The pressure is then displayed / recorded to complete the test. System accuracy is improved over a manually operated stand as the rate of pressure increase is refined and the pressure is electronically recorded.
Real-time, PC-based systems provide the highest accuracy as the pressure sample rate is much greater. This type of system can drastically reduce test times in production rate environments. In addition, depending on the media configuration, an automatic bubble stream sensing system can be incorporated to capture the “first bubble” indication, the test can be automatically repeated comparing the results, and documentation can be developed, in report format, after the test is complete.
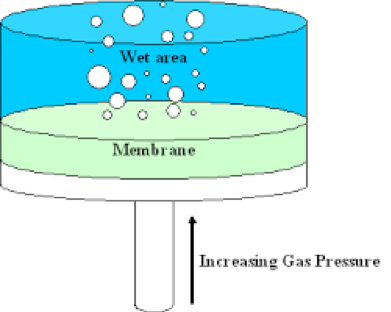
Figure 2: A Bubble-Point Test Image
Test Results
The test results, depending on the specification being followed, range from simply the pressure when the first bubble is sensed (a “go-no-go” test) to and including a series of calculations which must be completed and graphed. Surface tension, test fluid density, bubble point pressure, interpretation corresponding to “largest pore size” and “absolute rating”, circular capillary model forces, triangular pore models, and empirical calculations, among others, can all be required. These requirements must be done manually on a basic stand but can be automatically generated on the upper level test stands.
Available Options
There are a wide range of options available on all three control level types of test sands. The most common are:
- Automatic clamping fixtures
- Automatic or semi-automatic submersion of the test media
- Automatic or semi-automatic rotation of the media
- Automatic or semi-automatic pressure sweeps
- Automatic bubble indication
- Temperature regulation
- Data acquisition (DAQ), graphing, and summary reporting
The following overview gives a “rule-of-thumb” outline of general offerings available in today’s marketplace and is not intended to capture all of a bubble-point system’s capabilities, manufacture’s offerings, or limitations.
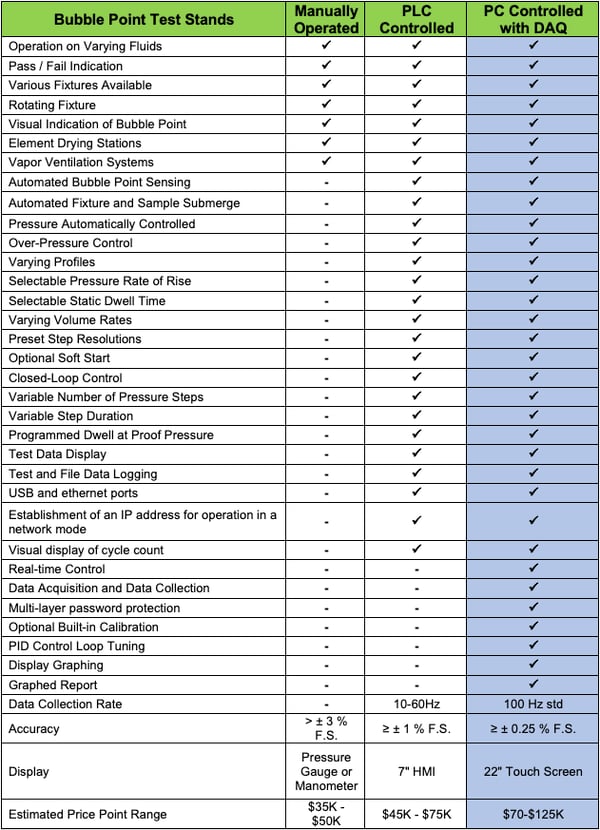
Table 1: The varying range of Bubble-Point Test Systems and Wineman’s core solution
FAQs
Genuen's Offering
Genuen specializes in providing only high-end bubble-point test systems complete with PC-based control and data acquisition systems. Semi-automatic or fully-automatic systems are available with varying options to meet your testing requirements.
Application Analysis
Genuen’s engineering application team can provide a system requirements analysis to help you determine which system level best meets your testing requirements including defining a system to meet both your current and future lab-testing lifecycles.
For more information on fluid-power-based test systems, please contact us to obtain detailed specifications or quotations to meet your testing requirements today.
